
为了满足设计及制造的要求,指导设计工作,现将设计及制造中应注意的问题加以整理。待设计标准系统化后再行纳入。
一、冷却系统设计1.1、模板冷却设计要求
三板模:要求水口板加冷却水路。
热流道模具:要求热流道板加冷却水路。每个热嘴必须单独冷却。
对于模具长度超过1000MM的情况下,底针板,底板必须加单独的冷却回路,以保证针板与后模板温度一致。
1.2、主流道浇口套冷却设计
由于主流道直径较大,温度较高,为了提高模具的生产效率,要求主流道有充分的冷却.因此,要求模具设计时,主流道浇口套周围必须有单独的冷却回路。
1.3、铍铜零件环型水路设计
模具上使用的铍铜材料,属于合金铜材料,具有一定的脆性。设计、加工、装配不当均有可能发生脆性开裂,现以波轮模具后模铍铜镶块环形水路为例说明铍铜零件设计中应注意的问题。
固定台阶的根部应倒圆角R2,以防止出现应力开裂。
环形水路底部应设计圆角以防应力开裂。
结构允许的情况下,应尽量增多T值。C、B值不小于10MM。

1.4、关于斜顶的冷却
较大的斜顶必须设计冷却水路,并单独回路控制。对于无法加工冷却水的小型斜顶,应在附近加强冷却。
二、顶出系统设计2.1、顶杆孔、扁顶杆孔的镶拼方式设计
顶杆的布置应考虑到镶拼结构,不允许顶杆跨越镶拼线,如图1所示。

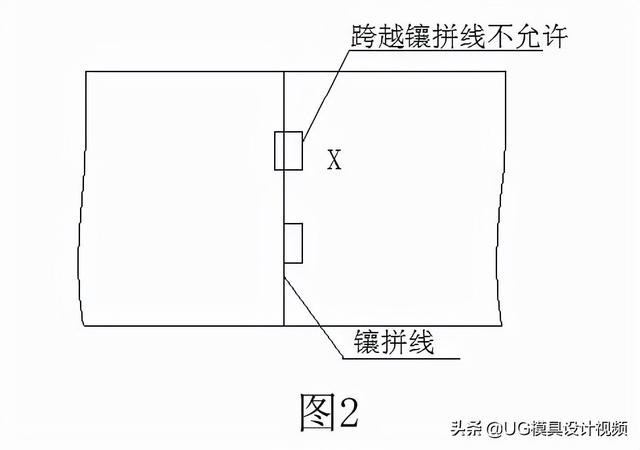
扁顶杆、方顶设计在镶块中间时,成型制品部分必须在镶块的一侧。不得跨越两个镶块,如图2所示。其加工工艺是:对于方孔在镶块中间的工艺是先钻孔,后线切割;对于方孔在镶块分割处的工艺是准备加工到位。
顶杆避空:对于顶针板及底针板上的顶杆直径及胚头直径避空,总装图表达清楚,在出零件图时也必须例行检查。
2.2、顶杆及镶芯头部止转的设计
我司近期设计加工的的顶杆胚头部分只有止转,而没有严格保证定位。根据我司目前的客户群要求将顶杆头部正转规定按下述的两种方式执行:
1.方式一:DMG公司的模具,需按照DMG公司的标准进行设计加工,如图1所示:

标准尺寸列表:

2.方式二:对于非DMG客户的模具顶杆止转及定位采用以下方式:
为了减少顶杆的加工量,并防止顶杆安装方向错误,特修订我公司顶杆的杯头止转形式。改为杯头单面止转。设计尺寸见图2。
对于外单模具,若客户另有要求,按客户标准执行。无要求,则按新标准执行。

要求顶杆标准件杯头直径d保证公差要求。
对于顶杆顶面为平面工程师在设计时不用设计止转。对于直径小于等于2MM的顶杆应设计止转,且止转面水平设计。
镶芯的设计按方式二进行。
2.3、顶杆封胶段的设计
为了降低加工成本,提高顶杆使用寿命,现对顶杆封胶段的设计现做以下规范:

2.4、司针固定设计规范
1.司针在底板上的固定方式见图1、图2 :

2.适用范围:
压板式固定方式适用以下几种情况:
(1) 司针顶面为曲面,需要止转的情况下,必须采用压板式固定。
(2) 司针数量较多,距离胶近的情况下,应尽量减少压板的数量,可采用一块压板固定多个司筒的方式。
(3) 对于司针顶面碰穿的情况,必须采用压板式固定方式,
无头螺钉固定方式适用以下情况:
司针无需止转、顶面非碰穿,数量较少的情况下采用该方式。
3.司针固定方式设计要点:
(1) 底板上固定司针可采用压板的形式,压板厚度不得低于10mm;
(2) 尽量减少压板的数量;
(3) 压板与底板槽之间避空0.5mm;
(4) 底板上的槽与压板做编号处理。
(5) 司针的头部为曲面时,司针要加止转,可以采用杯头单面止转的方法。
2.5、延时钉的设计
延时钉材料应采用45#,热处理至HRC35~40。延时钉与延时钉孔的直径间隙不宜过大,约为0.2MM, 例:延时钉的直径为:9.8,延时钉孔直径为:10,加工孔的刀具应为标准钻头。如图1所示。

2.6.气拍设计原则:
1.气拍的设计原则重申:在深腔件顶出侧对面应设计有气拍。
结合家电类产品要求如下:
(1)哈佛块在前模的外桶后模应加有气拍;
(2)双连桶后模大桶侧应加有气拍;
(3)抽屉(四周封闭)前模加气拍;
2.7.弹簧垫圈的使用:
弹簧垫圈的设计:
斜顶杆的固定螺钉、顶块的固定螺钉、顶出块的固定螺钉、增加弹簧垫圈。
如图4所示。
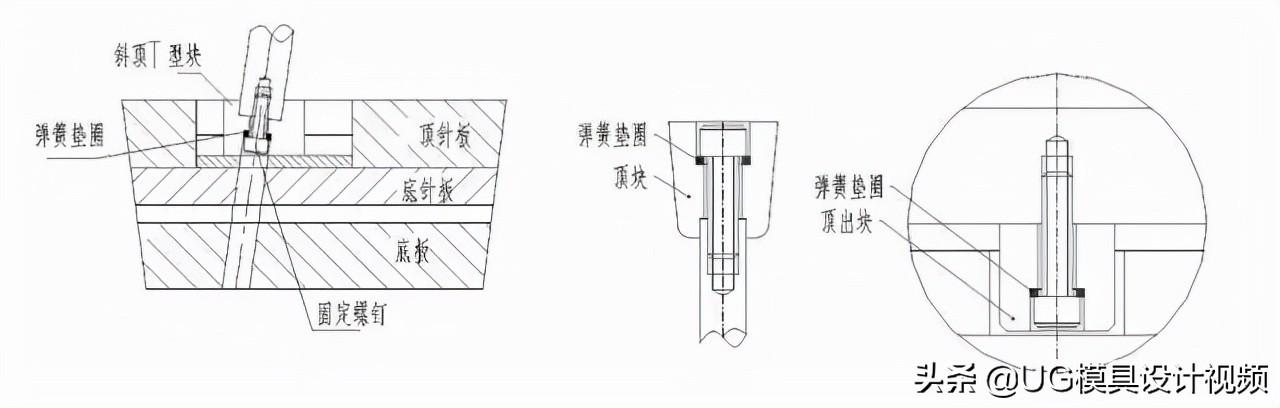
图4:弹簧垫圈的设计

3.1、拉料杆设计规范
我公司常用拉料杆主要分为四种:主流道拉料杆、潜浇口拉料杆、弯钩式浇口拉料杆、三板模倒锥型拉料杆,分流道拉料杆.
主流道拉料杆的设计:
主流道拉料杆的结构形式见图1。

设计要点:
(1)主流道的对面应设计冷料井,冷料井可起到容纳前锋冷料及脱出主流道的作用,冷料井设计参照《Z型拉料杆改进通知(C3P中心通字【2004】第106号)》。主流道拉料杆起到将冷料井及分流道顶出的作用。
(2)拉料杆的直径规格:4、5、6、8、10,使用标准的顶杆。顶杆头部不加工任何形状。
潜浇口拉料杆设计:
潜浇口拉料杆的结构形式见图2, 图3.

设计要点:
( 1 ).L1=(2.5—5)D D为修正梯形流道的当量直径。软料取小值,硬料取大值。
(2)对于拉切式潜浇口的冷料井应参照主流道冷料井来设计,必须有足够的倒扣力,以便拉断潜浇口。对于推切式潜浇口冷料井不必加工倒扣形状,但其深度H应大于潜浇口料把的长度,起到导向料把顶出的作用。
( 3 ) 潜浇口拉料料杆一般情况下头部不必加工形状。
三板模倒锥形拉料杆:
三板模倒锥形拉料杆的作用主要是通过倒扣力拉断点浇口.其设计参照:《标准件库》
分流道拉料杆:

设计要点:
( 1 )对于较长的分流道系统,应设计分流道拉料杆.其主要作用是顶出分流道.
( 2 )分流道拉料杆的头部设有冷料井,深度3MM左右,目的为了分流道料把顶出过程中起到导向作用,使料把顶出平衡.
Z型拉料杆设计
因我公司现行的Z型拉料杆无法满足注塑件连续生产的要求,对于大型制品由于拉料勾较多,容易造成机械手取件困难,基于上述原因,决定将Z型拉料杆改为冷料井加倒扣的结构,拉料杆上不必加工形状,倒扣冷料井各部分参数如表一所示:
第一种类型:如图1所示



上表中的尺寸为参考尺寸,自制刀具可参考上述尺寸,保证倒扣量,保证使用效果即可。对于制品材为ABS、PS等硬料,A°应选用小值,对于制品材料为PP等软料,A°应选用大值。
第二种类型:如图2所示
球形打磨头加工,倒扣量0.2—0.5(单边);硬料:ABS、PS等取小值;软料:PP等取大值。
以上两种形式在没有海尔模具的标准,对于没有特殊设计标准的模具均采用上述方式加工。
3.2、搭接流道设计
对于锥形流道加工在模具的两个零件上的情况,应考虑脱模,将流道设计成如图3.1形式。一般C>0.2MM.

3.3、流道分型面设计
大水口模具的浇口套底面应保持平面,曲面分型面与浇口套的接触面也应为平面。
热流道侧浇口模具,流道应加在后模上,可采用梯形流道,热流道喷嘴上不加工流道形状。
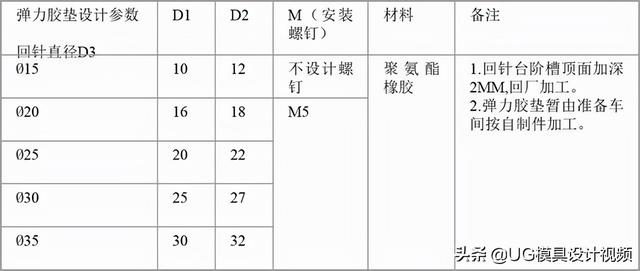
四、斜顶机构设计4.1、斜顶分型面设计回针弹力胶垫
斜顶顶面设计有分型面的情况,为了保护斜顶分型面,要求回针底部增加弹力胶垫,使斜顶先复位,具体设计尺寸暂按图1设计。

弹力胶垫设计参数的选用:
4.2. 斜顶分型面设计
斜顶分型面主要设计形式如下:
1.垂直分型面设计如图1所示、水平分型面的设计图2所示。在此种情况下,设计时优先选用垂直分型面,有利于加工精度引起的飞边。
2.对于如图3所示的卡扣类形状,一般暂按垂直分型面设计,试行总结。特殊情况评审分析解决。

3.柱子防缩槽斜顶应采用水平分型面设计的情况如图4所示:

5.1、三板模辅助开模装置
三板模辅助开模装置设计:
为了保证三板模结构分型定距机构顺序开模,应在前模水口板与A0板之间,设计弹性装置,保证A0板与水口板之间的分型面先打开。对于模具空间足够的情况可按图1情况设计,对于模具空间较小,无法放置较大弹簧的情况,可安装图2设计。
图2所示弹性装置的设计参数选用:

6.1.阀式热流道设计注意事项
1.阀式热流道订购均带换色套,防止浇口糊料、黄料的产生。换色套标准参考YUDO热流道资料。
2.阀式热流道浇口附近必须设计冷却,防止该区域温度过高,影响制品质量。如下图所示。
6.2.热嘴附近的密封圈设计
热嘴附近有起水路密封作用的0型密封圈必须采用耐热密封圈。订购规范见节点技术平台《PTA002模具O型密封圈密封规范》
6.3.热流道喷嘴铜密封圈备件要求
自制热流道喷嘴的铜密封圈,每套模具在开料单上备件3套,原则上每次拆下喷嘴更换一次。
七、设计工艺7.1.圆角设计
关于R角的设计:
现我司结构设计时,R角设计过小,增加了加工难度,现根据我司 NC公司刀具配备情况,将R角设计规范如下:
7.2、避空设计
模框及模具上避空方槽避空孔的设计见下表及下图所示
7.3、孔端部设计
孔设计注意事项
由于加工原理的原因,模具上孔、螺孔的设计及加工需注意以下几点:
(1)孔的钻加工,螺纹孔的加工应保证加工平面与刀具轴线垂直,保证刀具受力平衡。对于斜孔,应事先加工出平面。如:图1所示。对于螺纹底孔为破孔的情况,应将破孔端扩孔超过螺纹大径1MM以上。如:图2所示。
(2)对于密封丝堵螺纹距零件侧壁应大于4MM.如:图3所示。
7.4.顶块、镶块等配作胶位
(1).对于抽屉类模具,为了防止零件化加工胶位产生的夹线错位,影响外观。现车间对此类情况,顶块配入模具后,与其它部分一起电极或NC加工。设计时应增加固定螺纹孔,便于装夹。
(2).对于需配入前模修夹线的后模零件,也需考虑固定问题,设计固定螺孔。
7.5.方料上有圆形形状需车床加工情况的开料
一般有两种方式:
(1)正方形毛坯,圆形形状的中心与正方形的中心重合,便于校表。
(2)开圆形毛坯,车加工后再加工方形。
八.成型零件设计:8.1.镶块镶通模板设计
1.1.问题点:
由于采购回厂的模架模板在无公差要求的情况下均存在厚度偏差,一般为 0.5/0,所以,对于原身出模板的镶穿镶块存在高度方向的偏差,严重影响模具的装配,现制订统一的设计规范。
1.2.设计规范:
1.2.1. 对于原身出模板镶通的镶芯、镶块,可在其模板背面设计垫板,垫板厚度留0.5MM研配余量,技师飞模时研配至与模板面相平。如图1所示。
垫板开料举例说明:若垫板厚度为12MM,开料尺寸:12.5MM,材料:45#
加工时应以Z向基准取数加工模板上镶块槽的Z向定位尺寸,零件图从Z向基准标注镶块槽Z向定位尺寸H,如图1所示。研配时通过研配垫板厚度达到镶块Z向定位准确的目的。
1.2.2.对于主镶块镶通模板的情况,如:波轮模具前模镶块,模板要求给出厚度公差±0.03.
8.2.可换镶块编号:
可换镶块零件按零件序号编制,例:C201,C202,C203……,零件图注明C201与C203为可换镶块即可。不得使用C201-A或C201-B等形式表示可换镶块,以免与材料编号混淆。
8.3.合理余量设计:
留研配余量零件的开料设计:
普通模具小镶块最大高度方向为碰穿,开料时高度方向留0.1MM研配余量,零件图标注高度尺寸公差 0.1/0.05。
举例说明:镶块精料高度为90,开料尺寸:90.1
对于需留研配余量的零件开料时应将余量计入开料尺寸。
举例说明:自制承压板的厚度尺寸15( 0.1/ 0.05),开料尺寸应为15.1。
8.4.挂台式小镶块加工基准的设计
1.挂台式小镶块的加工基准应设计在如上图所示,无台阶侧。
2.挂台侧不可设计为曲面形状,不利加工。对于曲面轮廓的小镶块可采用挂销式固定。
九.模架系统9.1面针板、底针板增加固定螺钉
为了保证以斜顶、司筒针、顶块等模具零件所构成的产品的尺寸精度和位置精度。增加面针板、底针板刚度。模架规格中长度或宽度超过400的应在其长度或宽度方向的适当位置增加面针板和底针板固定用螺丝。距离应在200~250mm左右。
对于标准模架,应由工程师在总装设计时添加,螺孔回厂加工。
对于大型斜顶附近,应适当增加固定螺钉。
十.模具的吊装工艺1.模具零件超过10KG,应加吊环孔。
2.镶块、顶块等装配件应设计吊装孔,尽量不小于M10.
3.受空间限制无法添加M10螺孔的,可设计M8,M6等螺孔,便于装配。
十一.零件图设计平底筋必须标注尺寸。
有曲面形状的筋不必标注。
十二.特种零件选用1.对于冰箱隔物架模具中所使用的压玻璃弹性的材料为硅胶,厚度为5MM,10MM两种规格。
十三.滑块机构13.1.滑块侧面吊装孔设计
13.2.斜导柱的固定
斜导柱的固定应优先考虑采用导柱固定座,尽量避免在模板上加工斜孔的方式来固定。
声明:资料从网络收集整理而成,所有资料版权归原公司、机构所有。资料仅供学习参考,切勿用于商业用途,如涉及版权问题,请第一时间告知我们删除,非常感谢!
,")
")
")
")
")
")
")
")
")
")
")
")

")