一、制冷原理:

01、制冷剂在每台压缩机中被压缩,将原本低温低压的制冷剂气体压缩成高温高压的过热蒸汽后,由压缩机的排气 管口排出。高温高压气态的制冷剂从压缩机排气管口排出后,通过电磁四通阀的A口进入。在制冷的工作状态下, 电磁四通阀中的阀块在B口至C口处,所以高温高压制冷剂气体经电磁四通阀的D口送出,送入冷凝器中;
02、高温高压制冷剂气体进入冷凝器中,由轴流风扇对冷凝器进行降温处 理,冷凝器管路中的制冷剂进行降温后送出低温高压液态的制冷剂;
03、低温高压液态的制冷剂经冷凝器送出后,经管路中的单向阀1后, 经干燥过滤器1滤除制冷剂中多余的水分,再经毛细管进行节流降压,变为低温低压的制冷剂液体,再经分接接头1分别送入室内机的管路中

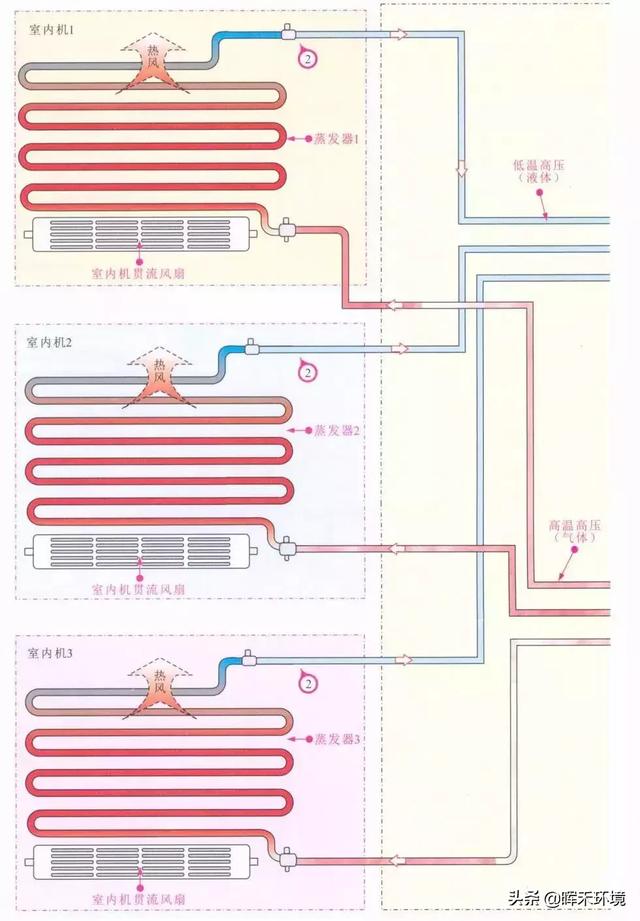
04、低温低压液态的制冷剂经管路后,分别进入三条室内机的蒸发器管路中,在蒸发器中进行吸热汽化,使得蒸发器外表面及周围的空气被冷却,最后冷量再由室内机的贯流风扇从出风口吹出;
05、当蒸发器中的低温低压液态制冷剂经过热交换工作后,变为低温低压的汽态制冷剂,经制冷管路流向室外机,经分接接头2后汇入室外机管路中,通过电磁四通阀B 口进入,由C口送出,再经压缩机吸气孔返回压缩 机中,再次进行压缩,如此周而复始,完成制冷循环。
二、制热原理:
多联式中央空调的制热原理与制冷原理基本相同,不同的是通过电路系统控制电磁四通阀中的阀块进行换向,从而改变制冷剂的流向,实现制冷到制热功能的转换;

01、制冷剂经压缩机处理后的变为高温高压的制冷剂气体,由压缩机的排气口排出。当设定多联式中央空调为制热模式时,电磁四通阀由电路控制内部的阀块由B口、C口 移向G口、D口。此时高温高压气态的制冷剂经电磁四通阀 的A口送入,再由B口送出,经分接接头2送入各室内机的蒸发器管路中;
03、低温高压液态的制冷剂进入室外机管路后,经管路中的单向阀2、干燥过滤器2以及毛细管2对其进行节流降压后,将低温低压液态的制冷剂送入冷凝器中;
04、低温低压的制冷剂液体在冷凝器中完成汽化过程,制冷剂液体向外界吸收大量的热,重新变为气态,并由轴流风扇将冷气由室外机吹出;
02、高温高压气 态的制冷剂进入室内机蒸发器 后,过热的蒸汽通过蒸发器散热,散出的热量由贯流风扇从出风口吹入室内, 热交换后的制冷剂转变为低温高压液态,通过分接接头1汇合, 送入室外机管路中;
05、由冷凝器送出的低温低压的 气态制冷剂经电磁四通阀的D口流入。
在制热模式下,电磁四通阀受控制电路控制,目前处于D 口与C口通路状 态,因此气态制冷器由电磁四通阀的由C口送出,最后经压缩机吸气口返回压缩机中,进入下一次制热循环, 实现制热功能。
三分产品,七分安装;安装未动,设计先行
设计之初,了解产品;环环相扣,系统工程
一、焊接与充氮保护
充氮保护:充氮保护的目的防止铜管内壁在高温下产生氧化皮。钎焊时必须持续将氮气通入冷媒管,并确保氮气流经正在操作的焊点,直至焊接结束,铜管完全冷却为止。充氮保护图如下:

无保护焊接的危害:钎焊时未进行充氮保护,铜管内表面就会产生氧化物,造成冷媒系统的堵塞,导致压缩机烧毁,空调效果不良等各种故障。

管部件焊接时的注意事项:
1.采用过渡管。
2.从短管侧充氮,其距离短,氮气置换效果好。

焊接操作要点及注意事项:
1.操作要点:
①用惰性气体吹(氮气置换):钎焊时将氮气充入冷媒管保持0.2kgf / cm2的压力(钎焊后铜管尚未冷却,应继续吹氮气直到冷却。)如:冲氮不良则会产生氧化膜,造成系统堵塞, 损坏压缩机。
②均匀地对铜管及管接头进行预热。预热时,火焰与铜管表面应该尽量成直角,对管与接头沿周围方向交互进行Z形预热。
③钎焊:
加热:当表面呈红褐色的时候最佳,这时如果将钎焊接触一下间隙,就会被吸收进去。必须由母材(铜管)的温度来熔化焊材,而不是由火焰直接熔化。
2.注意事项:
①焊接操作过程注意防火。
②钎焊作业时,向下或横向作业比较容易。若向上作业,则钎料容易落下。

③钎焊作业完,不要用冷水对焊接部进行急速冷却。
二、管道吹污
1.作用:用压力气体冲刷管道(原材料管或焊接完成的组件)来清 除管内灰尘(固体杂质无法吹出,因此注意施工过程的保护)和水份。
2.吹污的主要目的:当氮气替换不足时可除去铜管中的氧化物粉末或部分氧化皮。当管子封盖不密实时可除去管内脏物和潮气。
3.吹污的具体操作:手持合适的封堵材料(比如木块包白棉布)抵住铜管口。当压力增加到的无法抵住时,突然释放管口(一次吹洗)。 重复以上1、2步骤进行重复吹污(进行多次吹洗)冲刷脏物可在管口松松地放一块白棉布来检查,偶尔可发现一些潮汽,将管道彻底干燥。
当管路已连成系统后,吹污的顺序是由远到近。即相对于主机而言,从最远端的管口开始,依次向主机方向操作(即顺序为①-②-③-④-⑤-⑥)。

三、气密性试验

注:对于采用R410A冷媒的系统,第三阶段保压压力值为40 kgf/cm2。
压力观察:加压至并维持24小时,根据温度变化对压力修正后不降压为合格,若压力下降,则应查出漏点予以修补。
修正方法:环境温度每有±1℃温差,便会有±0.1 kgf/cm2的压力差。
修正公式:实际值=加压时压力 (加压时温度-观察时温度)×0.1 kgf/cm2
注意事项:
1.气密性试验采用加压氮气(R22系统: 28kgf/cm2 ,R410A系统: 40kgf/cm2)进行。
2.气密性试验绝对不能采用氧气。
3.管道过长时,应分段检查:室内侧、室内侧 竖直、室内侧 竖直 室外侧。
四、真空干燥
1.清除系统中的水份,防冰堵及镀铜现象(冰堵将导致系统不能正常运行;镀铜将损害压缩机)。
2.清除系统中的不凝性气体(空气),防系统部件的氧化及运行过程系统压力的波动和换热不良。
注意事项:
1.确认真空泵能达到-755mmHg以下。如果真空泵工作不能达到-755mmHg以下,说明有水份混入或有漏气的地方,需要检查。
2.如果有水份混入的话,则必须用氮气进行“真空损坏”。在真空干燥后,把氮气压加至0.5kgf / cm2,之后再抽真空。这样反复操作直至真空度达-755mmHg以下且压力再也不上升为止。
3.如果是R410A冷媒的话,真空度、洁净度要求更高。
4.密封性能试验时不泄漏,而且抽真空时出现泄漏的情况经常发生。此时,请检查阀门的气密性能。
五、分歧管安装注意事项
1.分歧管不能用三通代替。分歧管组件前后500mm的距离内不能设置急弯(90°弯角)或者连接其他分歧管组件。
2.尽量使分歧管组件的安装位置放置于便于焊接的场所(如无保证可先预制组件)。
3.水平或垂直安装分支器,水平夹角应在15°角以内。

4.为了保证冷媒分流均匀,安装分歧管组件时应注意其水平直管道的距离。
- 铜管转弯处与相邻分歧管间的水平直管段距离应≥1m。
- 相邻两分歧管间的水平直管段距离应≥1m。
- 分歧管后连接室内机的水平直管段距离应≥0.5m。

错误举例:两分歧管直接连接危害:导致冷媒的偏流,引起系统性能的下降,容易产生冷媒的流动音。

六、节流部件安装
1.电子节流部件安装时应垂直向上水平安装,禁止倾斜、倒置。
2.电子节流部件与室内外机配管连接时,应用两只扳手操作,以免铜管变形或开裂。
3.电子节流部件与室内外机配管连接时,应采用喇叭口连接,禁止用焊接连接,因焊接产生的热量会经铜管传至电子膨胀阀,导致电子膨胀阀损坏。
4.连接时请注意连接方向(参见电子节流部件上的标贴)。

不仅是行业内,随着装中央空调的越来越多,现如今大家都知道中央空调是三分质量七分安装,那么往往在安装中央空调的时候,由于安装工不专业,或者说是懒省事,有的时候他就会偷懒耍滑,省去很多安装时很重要的步骤与工序,那么哪些是经常容易被“省”的呢?
一、定量添加制冷剂
1、本来管道短,添加就少
2、安装队安装的空调品牌过多,每个品牌有自己指定的制冷剂
3、出高空不方便
4、可以省出一部分费用
添加制冷剂过多,一般都是没有定量加注制冷剂而造成的,因为外空调系统中制冷剂所占的容积比例是有一定的要求的。如果所占比例太多,反而会影响其散热效果因为散热量过多制冷量就大,反之,散热量少则制冷量就小。

二、氮气保护焊
安装中央空调时,你也能看到安装师傅运氮气来,为什么会把氮气保护焊给省掉那?
1、氮气瓶太重,运输不方便。
2、烧保护焊太繁琐,气压太大容易起沙眼。
3、运来一瓶氮气,烧保护焊,加压就不够用。
4、家装铺设管道时都是先并纳子头,并好管道就是整体,氮气没地方出气。
焊接前不对配管进行氮气置换或充入氮气,焊接时配管内会形成大量氧化膜。对制冷系统中的阀门和压缩机造成不良影响,阻止空调机正常运转。

三、冷凝水排水实验
1、冷凝水安装技术含量低,
2、试水实验繁琐,
3、自带提升泵的机器没有水的进入口
不做冷凝水试水实验,后期有可能排水不畅,漏水,泡顶,造成更严重的损失。
四、抽真空时间短
1、感觉管道短
2、时间紧迫
如果管道抽真空不干净,会因为管路残留的空气不能压缩液化,会使管路出现堵塞和压力过高。残存的水分会与冷冻油反应形成酸,腐蚀管路和冷冻油,使其氧化变质,变色,硬化,压缩机长时间超负荷运转,制冷效果越来越不好,寿命提前结束。如果冬季制热,水蒸气会结冰导致压缩机管路堵死,甚至彻底报废。

五、外机减震垫和膨胀丝
1、外机是高空作业,放置不方便
2、空间太小,看不到
3、非常容易忽略
4、放到外机位里看不到
不加减震垫,风扇与外壳共振造成噪音,室外机的风扇支架不牢,叶片变形,轴承磨损,润滑不良,产出的噪声扰民。
展厅地址:上海市青浦区嘉松中路5369号吉盛伟邦国际家具村C2馆3楼三菱电机真机体验厅
电话:400-696-9298 /19901699929
公司网址:www.yuebangjd.com
微信号:19901699929
,")
")
")
")
")
")
")
")
")
")
")
")
")